
Keel
Tooteotsing
Keel
- English
- 简体中文
- Тоҷикӣ
- O'zbek
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel

Firmauudised
DMAIC – mehaaniliselt töödeldud osade kvaliteedi pideva parandamise hõlbustamine
2025-09-19Järgides ettevõtte kvaliteedipoliitikat ja juhtimisfilosoofiat "Rahuldage ennast, rahuldage kliente, olge aus ja usaldusväärne ning püüdlege tipptaseme poole", pakume klientidele pidevalt kõrgema kuluefektiivsuse ja stabiilsema kvaliteediga tooteid. Viimasel ajal on töötlustöökojas ilmnenud nähtus, kus mõne võtmeprotsessi võtmemõõtmed või geomeetrilised tolerantsid on pärast töötlemist ebastabiilsed ega vasta 6 - Sigma juhtimisnõuetele. Ettevõtte juhtkond peab seda väga tähtsaks ja on edendanud töökojas töökoja kvaliteedi parandamise töörühma loomist. See töörühm koosneb asjaomaste osakondade juhtidest, asjaomastest inseneridest, meeskonnajuhtidest ja tootmisliini töötajatest. Kasutades DMAIC meetodit 6 - Sigma parendus, on käivitatud terviklik kvaliteedi parandamise kampaania. Tänu mitmetele parendustegevustele, nagu taustauuring, andmete kogumine, probleemide kokkuvõte, põhjuste analüüs ning lühi- ja pikaajaliste parendusmeetmete sõnastamine, on kvaliteedi parandamise töö täielikult tehtud. See parendustegevus on igakülgselt suurendanud rohujuure tasandi juhtide ja töötajate praktilisi oskusi mõista, rakendada ja edendada paralleelselt 6 - Sigma parendustööriistu. See aitab vähendada töödeldud osade kvaliteedinäitajate varieerumist ja kõikumist, parandades seeläbi mootorite üldist tootmiskvaliteeti ja aidates pakkuda klientidele parema kvaliteediga tooteid.
DMAIC-i täiustamise protsess hõlmab viit faasi: määratlemine, mõõtmine, analüüsimine, täiustamine ja juhtimine. Need viis faasi moodustavad täieliku protsessi kvaliteedi parandamise meetodi ja iga etapp koosneb mitmest tööetapist. Järgnevalt kirjeldatakse lühidalt probleemi, et eesmise ja tagumise laagrikambri koaksiaalsus ja koostu otsapinna väljavool on ebastabiilsed pärast topelttoega masinaaluse ja laagrikambri koostu kokkupanekut:
01 Määratlege
Meeskonna asjaomased liikmed pidasid spetsiaalse kvaliteedi parandamise koosoleku ja kasutasid ajurünnakut, et määratleda meeskonna täiustamiseesmärgid:
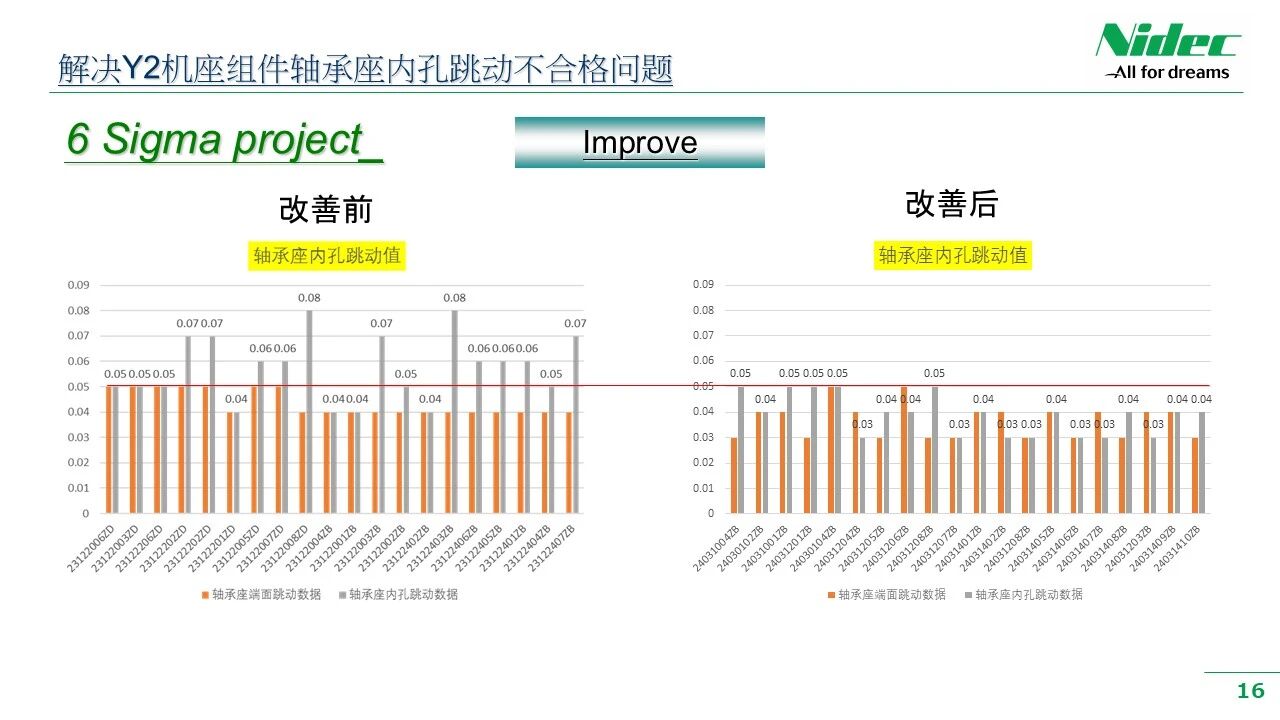
• a) Probleem: Topelttoega masinaaluse koostu laagripesa peentöödeldud sisemise ava koaksiaalsus on ebastabiilne. Pärast kokkupanekut põhjustab see kogu masina aluse laagrikambri väljavoolu ületama tolerantsi, mis ei vasta joonise nõuetele.
• b) Parandamise eesmärk: defektide määr on alla 200 PPM ja laagrikambri väljavool on väiksem kui 0,05 mm.

02 Mõõtke
Parendusmeeskond koostas kvaliteeditabeli – töötlemisprotsessiga seotud parameetrite mõjutamine. Selle tabeli järgi kogusid vastavate protsesside operaatorid andmeid, sealhulgas protsessi ja protsessi lagunemist, lõikeparameetrite sätteid, tööriistade ja kinnitusdetailide põhiparameetrite sätteid, positsioneerimis- ja kinnitusjõu sätteid ning muid seotud parameetreid. Pärast andmete kogumise lõppu kasutatakse radari diagrammi, et hinnata objektiivselt praeguse mõõtesüsteemi efektiivsust.
• a. Määratlege hindamisparameetrid
Kasutades ajurünnakuks põhjuse ja tagajärje kalaluu diagrammi, loetlege 5M2E (Inimene, Masin, Materjal, Meetod, Mõõtmine, Keskkond, Energia) võimalikud põhjused - mõjutegurid ja koguge lähteandmed loendi kujul. Näiteks korrelatsioon kinnitusjõu ja deformatsiooni vahel, korrelatsioon tööpingi kiiruse ja lõikeparameetrite seadistuste vahel ning tööpingi täpsusparameetrid.
• b. Koguge andmeid
Pärast peamiste kvaliteedinäitajate ja peamiste protsessiväljundmuutujate kinnitamist uurige välja peamised protsessi sisendmuutujad. Protsessiinsener juhendab töötajaid andmeid koguma.
• c. Mõõdetud andmete hindamine
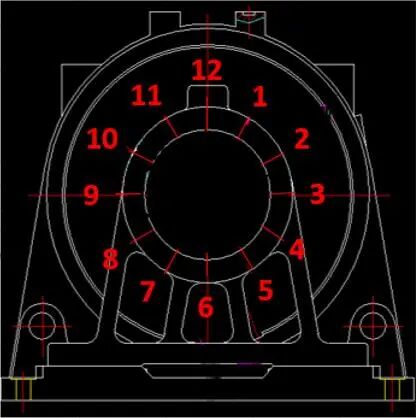
Peamiste protsessimuutujate põhjal kogutud lähteandmete põhjal arvutage statistilised andmed, nagu keskmine, dispersioon ja standardhälve. Edasiseks analüüsiks joonistage Pareto diagramm, X/R juhtkaart või radari diagramm. Näiteks andmeradari diagrammi kaudu näeme, et masinaaluse koostu laagripesa sisemise augu väljajooksu põhjustab laagripesa sisemise ava deformatsioon. Selle järelduse põhjal saame põhjuseid sihipäraselt analüüsida.
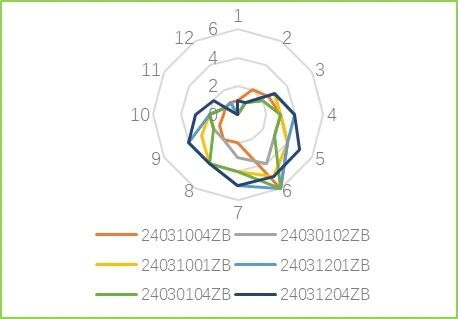
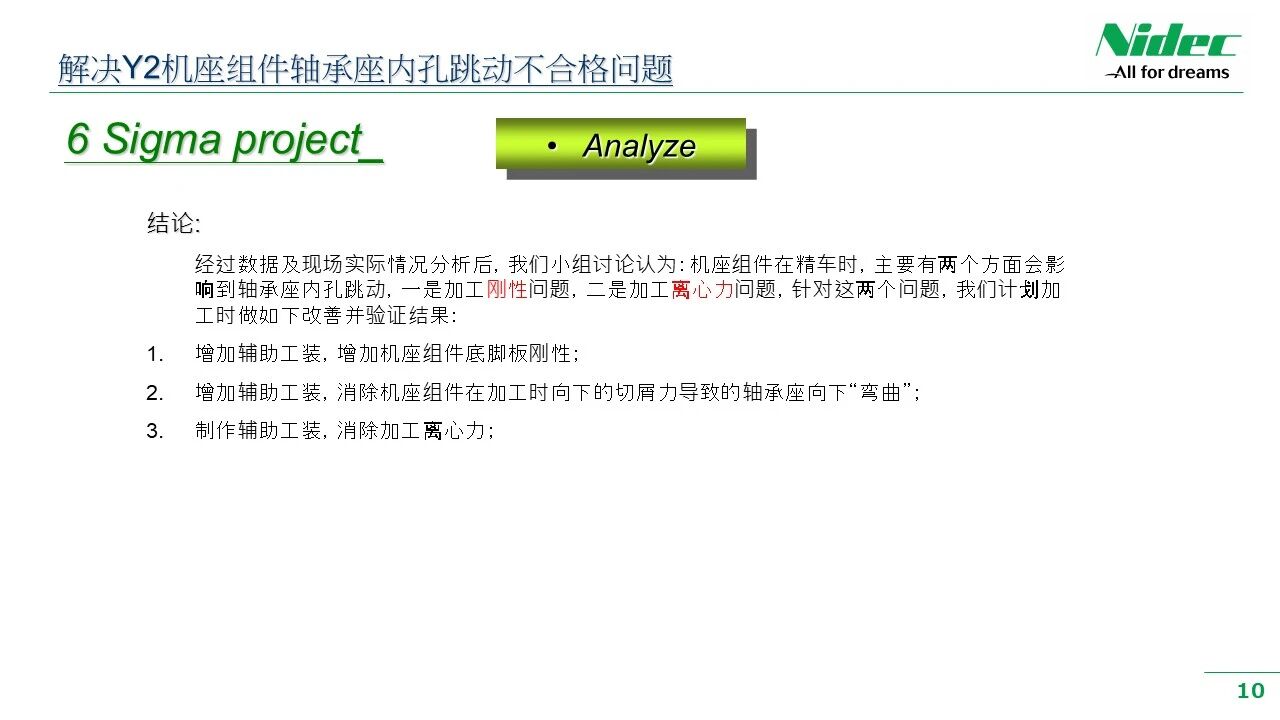
03 Analüüsige
Meeskond kasutab analüüsivahendeid, nagu PFMEA (Process Failure Mode and Effects Analysis) ja kalaluu diagramme, et viia läbi kogutud andmete põhjalik põhjuste analüüs ja leida algpõhjus. See hõlmab andmete jaotuse, muutuste suundumuste tuvastamist, kõrvalekallete tuvastamist, protsessimuutujate vahelise seose analüüsimist ja võimalike probleemide algpõhjuste väljaselgitamist. Probleemide ja põhjuste vahelise seose loomisega saab meeskond kujundada sügava arusaama probleemi olemusest ja panna aluse tõhusate lahenduste sõnastamisele. Näiteks laagripesa sisemise ava läbilöögiandmete radaridiagrammi analüüsimise kaudu võime järeldada, et selle probleemi põhjusteks on töötluse jäikuse ja töötlemise tsentrifugaaljõu mõju väljajooksule. Vastavalt DOE (Design of Experiments) põhimõttele koostatakse parendusplaan selleks, et kontrollida, kas põhjuse hüpotees on kehtiv, ja seejärel leitakse algpõhjus.
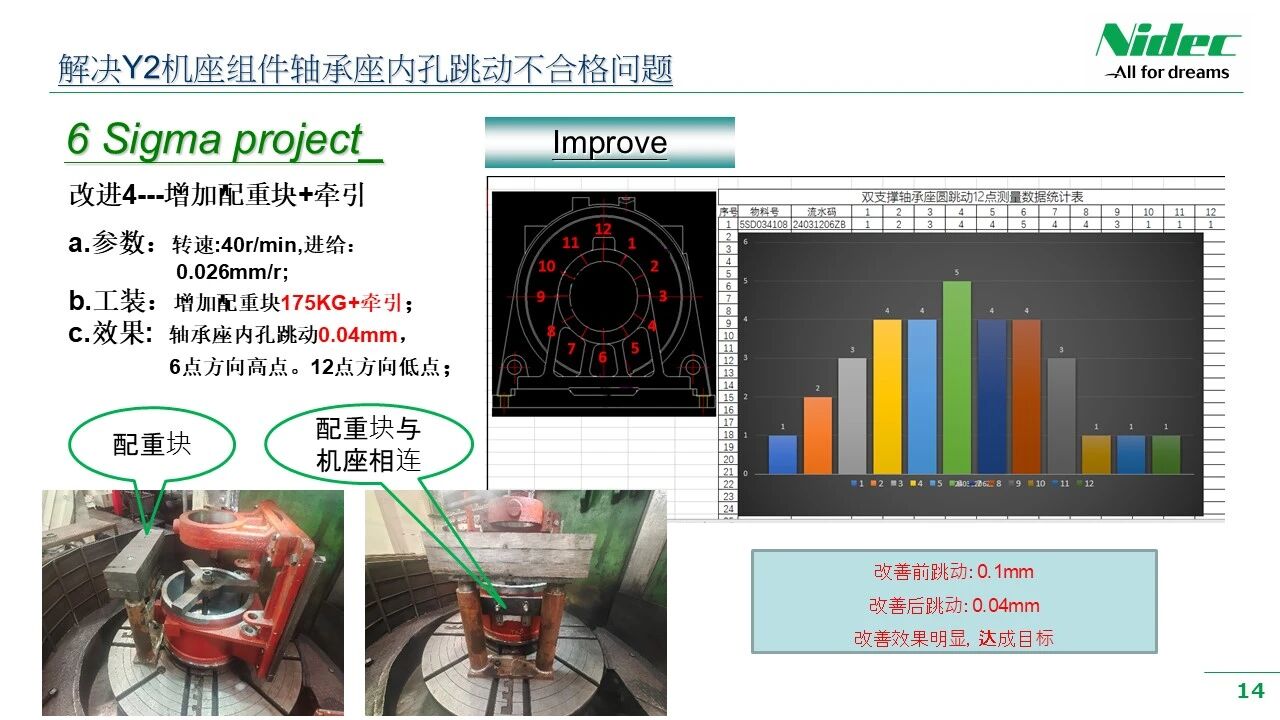
04 Parandage
Analüüsi ja kontrolli tulemuste põhjal pakub meeskond välja ja rakendab sihipäraseid lahendusi. See võib hõlmata protsesside optimeerimist, tehnoloogia uuendamist, toimimise täiustamist ja muid aspekte. Oluline on, et meeskond peab kontrollima lahenduste tõhusust tagamaks, et need suudavad tegelikus töös oodatud tulemusi anda. Kui kontrollimine on edukas, ajakohastab meeskond protsessi kirjeldust ja töömeetodeid, et tagada uute lahenduste standardimine ja täiustamise tulemuste edendamine kogu töötlemisprotsessi vältel. Näiteks Y2-seeria masinabaasi koostu läbilöögiprobleemi lahendamisel pakkus meie meeskond välja sihipärased lahendused, mis põhinesid analüüsifaasis analüüsitud tulemustel. Need lahendused hõlmavad tugipunktide lisamist laagripesa riputusasendisse, terasplaatide lisamist masina aluse jalgadele jäikuse suurendamiseks ja vastukaalude lisamist masina aluse jalgade vastas. Seejärel viidi ükshaaval läbi proovitöötluse kontrollid, et kinnitada, et töötlemiskontrolli andmed vastavad meeskonna oodatud eesmärkidele ja lõpuks leiti tõhus lahendus.
05 Juhtimine
Kontrollifaas on DMAIC-meetodi viimane lüli ja ühtlasi võtmeks parendustulemuste jätkusuutlikkuse tagamisel. Selles etapis koostab ja rakendab meeskond kontrolliplaani, mis hõlmab protsessi jälgimist, ebatavalist käitlemist ja pidevat täiustamist. Protsessi jõudlust regulaarselt jälgides ja juhtimisstrateegiat kohandades saab meeskond tagada, et protsess on alati kontrollitud olekus ja vältida probleemi kordumist.
Tänu Six Sigma DMAIC parendustööriista spetsiifilisele rakendamisele töötlemistöökoja mitmes parendusmeeskonnas on paranenud kõigi töötajate teadlikkus ja praktiline suutlikkus seda tööriista pidevalt protsessi kvaliteedi parandamiseks kasutada. See on stimuleerinud kõigi töökoja töötajate innovatsiooni ja täiustamise elujõudu, edendanud DMAIC-meetodi laialdast ja põhjalikku rakendamist tulevastes parendusprojektides, suurendanud oluliselt kõigi töötlemistöökoja töötajate võimet analüüsida ja lahendada ebanormaalseid kvaliteediprobleeme ning võimaldanud töötajatel leida õppimise, harjutamise ja parendusprotsessi tulemuste nautimise naudingut.
Uudiste soovitused

Kohtumine "Ni" | Nideco liftikomponendid debüteerivad 2026. aasta Hiina rahvusvahelisel liftinäitusel
2026-06-20
Nidec Elevator Components Guangde Co., Ltd. avab suure hooga, mis annab ülemaailmsele intelligentsele tootmisele uuenduse lifti põhikomponentide jaoks
2026-06-20
Uued võimalused Siiditeel: Kasahstani liftituru uurimine
2026-06-20
Nideci üliõhuke masina moderniseerimislahendus
2026-03-21
Modulaarne ühehambaline mähis staatorile seab uue standardi kõrge efektiivsusega tootmisele
2026-03-02